

The world of Metal cutting is quite complex and Turning is relatively a simpler process to understand compared with Milling and Drilling as its just a single cutting edge in action. Even so many parameters influence the success of the Turning process. Selection of the right tool plays an important part of this process.
This selection is influenced by the following parameters:
1. Workpiece material- its condition- whether forged, bar stock, the hardness, with or without interruptions, symmetric or asymmetric etc.
2. The type of machine, Tool holder shank size, Coolant flow and pressure, type of workpiece clamping – Hydraulic or mechanical etc.
Considering a normal Turning Center and a symmetrical component with interruptions which would constitute more than 65% of normal turning applications, for the purpose of this article, we can now go ahead with the process of understanding the approach to the selection of the right tool.
Generally with index able Tool holders, it’s the machine that determines the shank size and the type of insert and insert geometry depends on the turning application and workpiece condition, the insert grade is decided as per the workpiece material.
Let us now look at this process in detail….
Factors influencing Turning Operations:
Chip Formation:
Chip formation varies with depth of cut, nose radius, entering angle, feed, material and tool geometry.The entering angle and nose radius of the tool affects the chip formation in that the chip cross-section changes. The nose radius influences the feed per revolution that is selected:
The entering angle influence the chip formation, it also affects factors such as the direction of forces involved, the length of cutting edge engaged in cut, the way in which the cutting edge makes contact with the workpiece and the variation of cuts that can be taken with the tool in question.
The entering angle usually varies between 45 to 95 degrees but for profiling operations, even larger entering angles are useful.
 The chip thickness is reduced and the width increased with a smaller angle.
The chip thickness is reduced and the width increased with a smaller angle.
The direction of chip flow is also changed, usually advantageously, with the spiral pitch being increased.
Depth of Cut and its influence on Chip Formation:
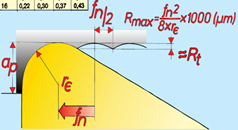
The cutting depth ap is the length the edge goes into the workpieceDepending upon the depth of cut (D O C = ap), the shape and direction of chips also vary with the nose radius on the cutting edge.
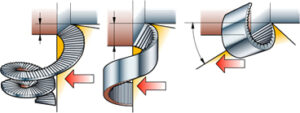 When the D O C is small in relation to the nose radius the radius part is the main part of the cutting edge and spiral chips will be generated. A larger depth leads to less influence from the radius and more from the actual entering angle of the edge with an outward directed spiral chip as the result.
When the D O C is small in relation to the nose radius the radius part is the main part of the cutting edge and spiral chips will be generated. A larger depth leads to less influence from the radius and more from the actual entering angle of the edge with an outward directed spiral chip as the result.
The feed rate, however, also affects the width of the chip cross-section and the chip flow.
Choice of Tool Holders:
The selection of Tool holder will depend on the shape of the insert selected.
- The insert shape and point angle vary considerably from the smallest, at 35 degrees, to the round insert. There are also 55, 60, 80 and 90 degrees.
- Each has unique properties: Some provide the highest roughing strength; others give the best profiling accessibility.
- Each also has unique limitation: (for example) High edge accessibility during machining leads to a weaker cutting edge. See figure below:
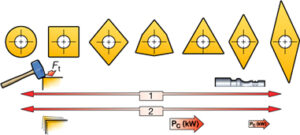 Insert shapes to the right have a higher edge accessibility for machining profiles, but leads to a weaker cutting edge, while insert shapes are to the left have a stronger cutting edge, but need to be applied based on set up rigidity as they have stronger vibration tendencies and consume more power.
Insert shapes to the right have a higher edge accessibility for machining profiles, but leads to a weaker cutting edge, while insert shapes are to the left have a stronger cutting edge, but need to be applied based on set up rigidity as they have stronger vibration tendencies and consume more power.
Therefore Insert shape should be selected relative to the application: roughing or finishing and the material. The largest possible point angle should be applied to give insert strength and reliability and use for roughing operations; the smaller point angle is weaker and will need to have a smaller cutting edge engagement, ie mainly for finishing operations to make it work effectively. While for heat resistant materials like Inconel, super alloys, stronger inserts like round inserts are preferred for machining HRSA materials like Inconel that have prominent notch wear characteristics.
Selection of Nose Radius of Insert:
The nose radius is a key factor specifically in turning operations.
Inserts are available in several nose radii.
- A small nose radius has a weaker point than a large nose radius, but it is ideal for fine cuts.
- A large nose radius provides a strong edge, but requires a high feed rates for proper metal removal.
We elaborate a bit on this below:
A rule of thumb is to choose a nose radius which is somewhat less than the Depth of Cut (DOC). In this way the radial cutting forces can be kept to a minimum while utilizing the advantages of the largest possible nose radius leading to a stronger cutting edge, better surface texture and more even pressure on the cutting edge.
A second rule of thumb for rough turning says that the feed selected should be @ half the nose radius value.
Choice of Tool Path:
The tool path has a significant impact on the machining process and in the selection of the Tool. It influences Chip control, Insert wear, Surface quality, Tool life
Turning tool paths that generate a profile instead of plunging it give a higher level of process security and consistency and induce lower stresses in the component and such strategies are successfully used in difficult to machine HRSA materials.
The main objective of this article is not to supplant any recommendations of Tool manufacturers but to try and provide a generic perspective from an application point of view.